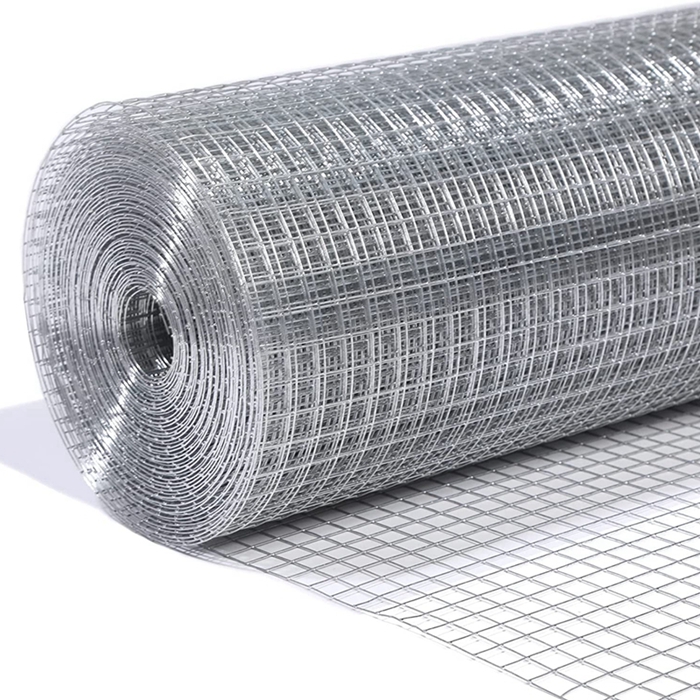
Svařované drátěné pletivo se vyrábí v továrně. Velikost mřížkového prostoru a počet ocelových prutů jsou přesné. Tato metoda překonává problémy způsobené tradičními ručními metodami vázání v důsledku velkých rozměrových chyb, nízké kvality vázání a chybějících přezek. Velikost ok svařovaného pletiva je velmi pravidelná, mnohem větší než u ručně vázaného pletiva.
Svařená síťovina má vysokou tuhost a dobrou elasticitu. Výztuž se snadno neohýbá a nemění se při lití betonu. Tloušťka ochranné vrstvy betonu je rovnoměrná a snadno se reguluje, což výrazně zlepšuje kvalitu ocelových tyčí. Díky použití vertikálního a horizontálního bodového svařování oceli do síťové struktury k dosažení společného cíle rovnoměrného tlaku, deformace příčného žebrového profilu ocelové tyče a posílení upínací síly betonové konstrukce zlepšují její vlastnosti, účinně zabraňují vzniku trhlin v betonu a zlepšují betonové konstrukce. Vnitřní kvalita železobetonu.
Analýza testů ukazuje, že pokládka svařovaných drátěných profilů na betonový povrch může účinně snížit praskání betonového povrchu způsobené zatížením nebo vlhkostí přibližně o 70 %. U ohýbaných betonových desek mohou svařované stojiny zvýšit tuhost desky přibližně o 50 %. Zlepšují odolnost proti trhlinám přibližně o 30 % a účinně zmenšují šířku trhlin přibližně o 50 %.
Protože svařované drátěné pletivo je kontinuální výrobní metoda, může minimalizovat ztráty během zpracování oceli. Podle statistik lze po odečtení množství oceli na jednotku překrytí snížit množství oceli přibližně o 2 %. Díky použití profesionální tovární výroby se stavební práce po dosažení staveniště zavěsí na pracovní plochu a není nutné zřizovat na místě provoz pro zpracování oceli, což šetří místo a zlepšuje úroveň řízení. Zároveň to může vyřešit problém hlukového znečištění způsobeného rovnáním a vyztužováním a podpořit civilizovanou výstavbu na místě.


Čas zveřejnění: 15. ledna 2024