Laminae metallicae antilabentes, materia securitatis late in variis ambitibus industrialibus et civilibus adhibita, propter excellentem suam facultatem antilabentem, firmitatem et speciem pulchram, in multis campis electio necessaria factae sunt. Hic articulus principium antilabentem et processum productionis laminarum metallicarum antilabentium penitus explorabit, et mysterium huius custodis securitatis lectoribus revelabit.
1. Principium anti-lapsus metallilaminae anti-lapsus
Effectus anti-lapsus laminarum metallicarum anti-lapsus praecipue ex speciali designo et delectu materiae superficiei earum oritur. Secundum varias applicationis condiciones, principium anti-lapsus laminarum metallicarum anti-lapsus sic summari potest:
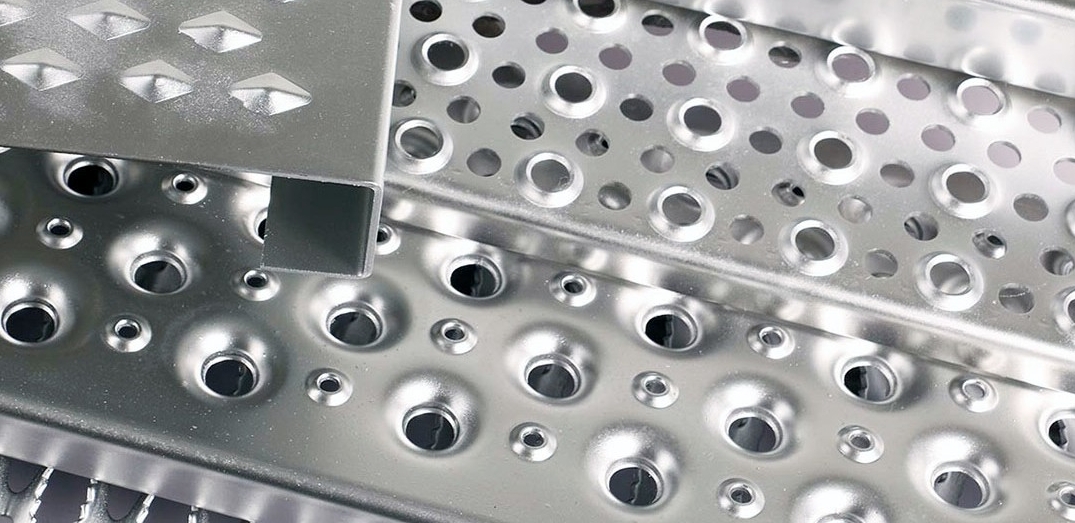
Designatio texturae superficiei:Laminae metallicae antilapsus, technologia perforationis CNC utentes, varia exempla elevata in superficie sua formant, ut puta spinam herringbonem, florem cruciatum, orbem rotundum, os crocodilinum, et cetera. Hae figurae non solum pulchrae sunt, sed, quod magis interest, frictionem inter solam et superficiem tabulae augere possunt, lapsum efficaciter prohibentes.
Tractatio obducendi:Laminis chalybis inoxidabilis contra lapsum, ut efficacia anti-lapsus ulterius augeatur, stratum speciale anti-lapsus plerumque in superficie eius aspergitur. Hoc stratum non solum asperitatem superficiei tabulae auget, sed etiam bonum effectum anti-lapsus in ambiente humido servat, periculum lapsus ab humiditate causati minuens.
Selectio materiae:Materia fundamentalis laminae metallicae antilapsus plerumque ex materiis metallicis altae firmitatis et corrosioni resistentibus constat, ut lamina ferrea altae qualitatis, lamina chalybis inoxidabilis, et lamina aluminii. Hae materiae ipsae bonam firmitatem et durabilitatem habent et stabilem antilapsus praestare possunt in condicionibus asperis.
2. Processus productionis laminarum metallicarum anti-lapsus
Productio laminarum metallicarum antilapsurarum processus complexus et delicatus est, qui imprimis hos gradus comprehendit:
Tondendo et flectendo:Secundum necessitates emptoris, primum machina tonsoriis professionalibus utere ad laminam metallicam in magnitudinem idoneam secandam. Deinde, lamina a machina flexoria flectitur ad formam et angulum requisitos formandos.
Soldatura:Laminae metallicae sectatae et curvatae conglutinantur ut structuram integram laminae antilapsus forment. Dum conglutinatur, temperatura et qualitas conglutinationis stricte regendae sunt ut robur et pulchritudo conglutinationis conserventur.
Foramen CNC:Machina perforatoria CNC ad laminam metallicam conglutinatam, quae laesionem impedit, perforandam adhibe. Forma, magnitudo, et distributio foraminum perforatorum secundum necessitates emptoris aptantur, ut necessitatibus lapsus in variis condicionibus applicationis satisfaciatur.
Formatio et tractatio superficiei:Post perforationem, lamina metallica antilapsus formanda est ad formam et magnitudinem finalem obtinendam. Simul, superficies laminae polienda, rubiginem removendam, aliisque curationibus superficialibus subicienda est ad eius pulchritudinem et resistentiam corrosionis augendam.
Tractatio antirubiginis galvanizationis per immersionem calidam (ad libitum):Laminis metallicis antilapsis quae diu asperis condicionibus exponi debent, etiam tractatio antiruginis per galvanizationem calidam fieri potest. Haec tractatio resistentiam corrosionis laminae metallicae antilapsis insigniter augere et eius vitam utilem extendere potest.
Tempus publicationis: Oct-31-2024